
In the Workshop
This is chapter three of my memoir.
You can find chapter one here:
— 1982 —
HMS Fisgard is where artificer apprentices (‘tiffs’) did their basic training. There were three types of artificer — marine engineers (engines and mechanical stuff), weapon engineers (guns, missiles and anything to do with electronics) and aircraft engineers — and we did our common training at Fisgard before being shipped off to more specialised training elsewhere. Most tiffs spent a year at Fisgard, studying mostly academic subjects and learning to use machine tools in the workshop but, as an A-Boy (A for Accelerator), I had to complete everything in eight months.
On the first day in the workshop, they gave us a big block of mild steel, a big metal hammer and a cold steel chisel. We had to turn the big block of steel into a smaller block of steel, and we started banging away.

We banged away for about a week and fun this was not. I hit my hand with the hammer so many times that I was pouring blood most days. It was after I hit my hand for about the 17th time that I swore I would quit if they sent me to be a marine engineer. Our spec was to make a perfect cube, accurate to 1/10th of an inch. Once we’d achieved that, they took away our hammer and chisel and gave us a file instead.
Our next task was to take our cube of mild steel and make an even smaller cube, accurate to 3/1000ths of an inch this time. I was no better at filing than I was at chiselling and I soon doubted my commitment to Her Majesty’s Royal Navy. I tended to make curved surfaces with my file rather than flat ones and Alastair bailed me out more than once. Alastair would slide the file just four or five times and make everything perfectly flat — but I’d soon round it off again.
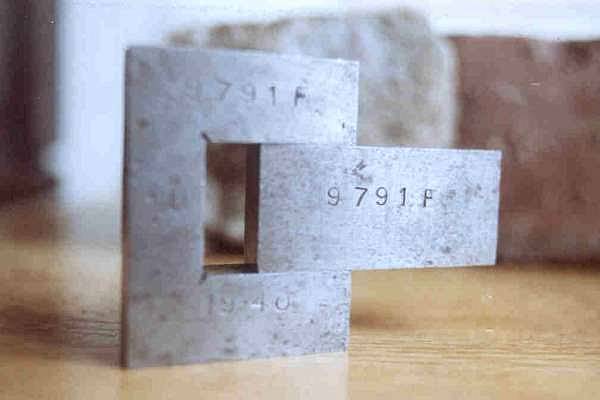
We did about six weeks of filing and had to make all kinds of widgets from brass and steel. The grand finale was a steel block with a cutaway which a block of brass would slide through smoothly. I got there in the end.
Lathe next.

I was pretty good on the lathe. We made some complicated stuff with steel, aluminium and brass, knurling and threading, interference fits to 1/1000th of an inch and lots of interlocking parts. I was so proud of my final job that I kept it for about 10 years. God knows where it is now.

After the lathe, we did drilling, forging, casting, milling, hardening, tempering, annealing and, finally, welding. For every job you did in the workshop, you got a grade. If you got under 40, you failed and had to repeat it. If you failed three jobs, you were on the next train home. If you got over 80, you became an proud member of the Over 80s Club and the Captain presented you with a certificate to put on your wall. I got 79.5 in welding but had many adventures along the way.

We did mostly gas welding with acetylene but there was a little arc welding too. We cut steel plates in two and then we joined them back together again. Then we joined them at right angles. Then we made a box. Mild steel melts at 1400°C which is quite hot so you can probably imagine how many times I burnt myself. Weld, weld, weld. Weld, weld, weld. I put the job down and immediately picked it up with my bare hand because I’d forgotten it was 1400°C. Fingerprints gone and I sat with my hand in a bucket of water for fifteen minutes.
When you are welding two plates together, you make a little puddle of molten steel where the plates touch and you have to keep feeding the puddle with a filler rod. The filler rod is about a foot of mild steel that you gently poke into your puddle. If you poke too much, you end up with a lumpy weld. If you poke too little or the puddle gets too hot, the weld falls out and you end up with a big hole in your job. If you do it just right, you move the puddle along the join, feeding it just enough to be beautiful.

All the time you are feeding your job, your feeder rod is getting shorter and shorter and eventually you have to grab a new one. After a while you have a whole bunch of these little six-inch rods so, of course, you weld them together to make a foot-long rod again. One time, Alf got lazy and didn’t stop at a foot. Remember how welding makes things hot? Alf started using his newly-welded, enormous, two-foot long filler rod which he accidentally tucked behind his ear burning all his hair off and giving him big burn blisters acrosss his head.
To light our welding torches, we had these little oil lamps, like something out of Aladdin. One day, when our instructor was away, I wondered what would happen if I filled the lamp with acetylene. It turns out that nothing happens. So I added a little oxygen and it made the biggest bang I ever heard and the lid of the lamp hit the ceiling of the workshop thirty feet above me. Every person in the workshop turned to glare at me and my teacher came running.
What the hell was that!?
“Oh, nothing”, I said as the burning wick from the lamp gently floated down from the sky.
I wonder if they still leave 16-year-olds alone with acetylene and welding torches.

The rest of the year in the workshop passed without incident — except that I grew about 5 inches and had to buy new overalls.
At the end of the year, the Sorting Hat smiled on me, assigned me to Weapon Engineering and sent me to HMS Collingwood in Hampshire. I’ll tell you all about that soon but I have a few more little Fisgard adventures to share first.
Chapter two — New Entry Training at Fisgard — is here:
Or you can go back to the day I joined up.